CNC-Teile mit Oberflächenbehandlung bestellen
Bei FACTUREE erhalten Sie CNC Teile mit nahezu allen Oberflächenbehandlungen in kurzer Zeit aus einer Hand. In unserem großen Netzwerk haben wir eine Vielzahl an Fertigungsbetrieben, die alle gängigen Oberflächenbehandlungen direkt im Anschluss an die CNC-Bearbeitung vor Ort durchführen können. Zusätzlich arbeiten wir auch mit mehreren spezialisierten Galvanikbetrieben zusammen, um unseren Kunden auch seltener nachgefragte Oberflächentechniken ohne stark verlängerte Lieferzeiten anbieten zu können.
Bei einer Komplettbearbeitung inkl. Oberflächenfinish durch uns entfällt für Sie somit sowohl die zeitaufwendige Suche nach einem weiteren Unternehmen mit freien Kapazitäten als auch der zusätzliche logistische Aufwand. Zudem bleiben wir im Verlauf des kompletten Fertigungsprozesses Ihr einziger Vertragspartner und übernehmen die Verantwortung für die einwandfreie Qualität der Oberflächenbehandlungen.
Diese (und mehr) Oberflächenbehandlungen bieten wir an
Galvanotechnik
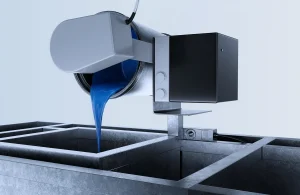
In der Oberflächentechnik bezeichnet Anodisieren eine Gruppe von Beschichtungsverfahren, bei denen mittels Elektrolyse Oxidschichten auf metallischen Gegenständen hergestellt oder verstärkt werden. Beim Anodisieren wird das Metall in eine elektrolytische Lösung (z.B. Schwefelsäure) getaucht und fungiert dort als Anode (Pluspol). Durch den elektrischen Strom bildet sich auf der Oberfläche des Teils eine Oxidschicht, die je nach Stärke der Spannung unterschiedlich dick werden kann. Das am weitesten verbreitete Verfahren ist das Eloxieren (elektrolytisches Oxidieren) von Aluminium.
Harteloxal, als Anwendung auch Harteloxieren, Hartanodisieren oder Hartcoatieren genannt, ist eine elektrolytische Oxidation von Aluminiumwerkstoffen, um Schutzschichten auf der Oberfläche zu erzeugen. Diese dienen als Verschleiß- und/oder Korrosionsschutz, weisen gute tribologische Eigenschaften auf und haben in Abhängigkeit vom Gegenlaufpartner sehr gute Gleiteigenschaften, die durch PTFE-Imprägnierungen noch verbessert werden können.
Zur Erzeugung eines Korrosionsschutzes für eisenhaltige Oberflächen werden beim Brünieren Werkstücke in Bäder mit sauren bzw. alkalischen Lösungen oder Salzschmelzen getaucht. Durch diesen Prozess bildet sich eine Oxidschicht von markanter tiefschwarzer Farbe auf der Oberfläche, deren Dicke etwa 1 µm beträgt. Durch diese geringe Schichtdicke wird die Maßhaltigkeit der Werkstücke durch die Behandlung kaum beeinträchtigt. Aufgrund dieser Eigenschaft und seiner geringen thermischen Belastung ist das Brünieren eines der am häufigsten eingesetzten Verfahren im Maschinen- und Werkzeugbau.
Unter Passivierung versteht man in der Oberflächentechnik die spontane Entstehung oder gezielte Erzeugung einer Schutzschicht auf einem metallischen Werkstoff, welche die Korrosion des Grundwerkstoffes verhindert oder stark verlangsamt. Passivierung ist kein einzelnes Verfahren sondern verschiedene Oberflächentechniken wie z.B. das Chromatieren werden den Passivierungsverfahren zugeordnet.
Die Phosphatierung ist ein weit verbreitetes Verfahren in der Oberflächentechnik, bei dem durch chemische Reaktionen von metallischen Oberflächen mit wässrigen Phosphat-Lösungen eine sogenannte Konversionsschicht aus fest haftenden Metallphosphaten gebildet wird. Die Phosphatierung wird meist bei Stahl angewandt, kann aber auch für verzinkte oder cadmierte Stähle und Aluminium verwendet werden. Hauptanwendungsbereiche sind Korrosionsschutz, Haftvermittlung, Reib- und Verschleißminderung sowie elektrische Isolation. Phosphatieren ist auch unter verschiedenen Markenbezeichnungen wie Bondern, Atramentieren oder Parkerisieren bekannt.
Vernickeln ist der Sammelbegriff für verschiedene Verfahren zum Erzeugen eines Nickelüberzugs auf meist metallischen Gegenständen. Aufgrund seiner besonderen Eigenschaften ist Nickel für viele Anwendungen als Überzugsmetall besonders gut geeignet. Nickel ist gegen Luft, Wasser, verdünnte Säuren und die meisten Laugen, aber nicht gegen Salpetersäure, konzentrierte Salzsäure und Ammoniak beständig.
Durch Verzinken wird Stahl mit einer dünnen Schicht Zink versehen, um ihn vor Korrosion zu schützen. Als metallischer Überzug bietet Zink neben der abschirmenden Wirkung auch einen aktiven Korrosionsschutz, indem es gegenüber dem edleren Eisen (siehe Spannungsreihe) als Opferanode wirkt. Die kathodischeWirkung des Zinküberzuges verhindert die Korrosion des Eisens bis zu einem Abstand von etwa 5 mm, so dass auch Fehlstellen in der Zinkschicht und bloßliegende Schnittkanten geschützt sind. Durch die resultierende Bimetallkorrosion beschleunigt sich jedoch der Abtrag der angrenzenden Zinkschicht.
Wärmebehandlungen
Das Härten von Eisenwerkstoffen (Stahl und Gusseisen) ist eine Erhöhung seiner mechanischen Widerstandsfähigkeit durch gezielte Änderung und Umwandlung seines Gefüges. Es kann durch Wärmebehandlung mit anschließendem Abschrecken (plötzliches Abkühlen) erfolgen. Wird ein Metall plastisch verformt, so breiten sich im Werkstück Versetzungen aus. Um nun die Festigkeit zu erhöhen, müssen Maßnahmen getroffen werden, die die Bewegung von Versetzungen behindern.
Vergütung beschreibt die kombinierte Wärmebehandlung von Metallen, bestehend aus Härten und anschließendem Anlassen. Im Allgemeinen ist hierbei der Werkstoff Stahl gemeint, jedoch auch bei Nichteisenmetallen wie Titanlegierungen ist diese Art von thermischer Gefügebildung und -änderung üblich.
Die Oberflächenhärtung – auch Randschichthärtung – ist eine Methode, mit der die äußere Schicht metallischer Bauteile gehärtet werden kann. Der Begriff Randschichthärtung umfasst nach DIN 10052 jedoch nur die Verfahren, bei denen die Randschicht austenitisiert wird: Flammhärten, Induktionshärten, Laserstrahl- und Elektronenstrahlhärten. Beim Austenitisieren erfolgt eine Gefügeumwandlung, wobei der Stahl bis in den Austenitbereich erhitzt wird.
Das Nitrieren (chemisch korrekt eigentlich Nitridieren) wird fachsprachlich auch als Aufsticken (Zufuhr von Stickstoff analog der Zufuhr von Kohlenstoff bei der Aufkohlung) bezeichnet und stellt ein Verfahren zum Härten von Stahl dar. Es gehört in der Gliederung der Fertigungsverfahren zur Gruppe „Stoffeigenschaften ändern“. Der in der Technik übliche Begriff des Nitrierens oder der Nitrierung führt häufig zu Missverständnissen, da in der Chemie so üblicherweise Verfahren bezeichnet werden, die zu Nitraten oder Nitroverbindungen führen, während beim hier beschriebenen Prozess Nitride in den Werkstoffen entstehen. Deshalb wird für die Verwendung des Begriffes Nitridieren plädiert, der sich jedoch in der Praxis bislang nicht durchsetzen konnte.
Mechanische Verfahren
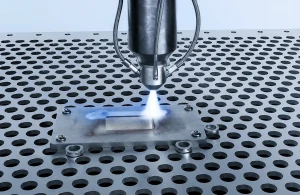
Unter Laserbeschriftung versteht man das Beschriften oder Markieren von Objekten mit Hilfe eines intensiven Laserstrahls. Im Gegensatz zum Laserdruck, bei dem mit einem schwachen Laserstrahl nur der Pigmentauftrag auf dem bedruckten Material gesteuert wird, wird bei der Laserbeschriftung das beschriftete Material selbst verändert. Das Verfahren und der Energieeinsatz hängen daher vom Material ab. Laserbeschriftungen sind wasser- und wischfest und sehr dauerhaft. Sie können schnell, automatisiert und individuell erzeugt werden, weshalb das Verfahren gerne zur Nummerierung von Einzelteilen verwendet wird.
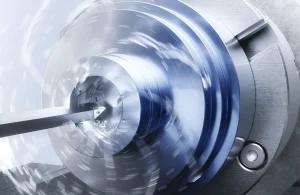
Polieren ist ein spanendes Verfahren für verschiedene Materialien. Das in der Polierpaste enthaltene Polierkorn greift mechanisch in die Oberfläche ein. Dabei werden Unebenheiten, Furchen und Riefen ausgeglichen und eingeebnet.
Beim Polieren von Automobilklarlack soll die Oberfläche möglichst glatt sein. Dadurch wird einfallendes Licht gleichmäßig stark reflektiert, was für das Auge als Hochglanz wahrgenommen wird. Beim industriellen Polieren von z. B. Messing dient das Polieren dazu, möglichst gleichmäßige Oberflächen herzustellen, sodass das Werkstück optimal für nachgelagerte Prozesse z. B. die Galvanik, vorbereitet ist.
Schleifen ist ein seit dem Altertum bekanntes spanendes Fertigungsverfahren zur Fein- und Fertigbearbeitung von Werkstücken. Es lässt sich manuell oder auf Schleifmaschinen anwenden. Wie bei allen spanenden Verfahren wird dabei überschüssiges Material in Form von Spänen abgetrennt. Als Schneiden fungieren dabei die Kanten der mikroskopisch kleinen, harten, mineralischen Kristalle im Schleifwerkzeug. Schleifwerkzeuge bestanden im Altertum aus geeigneten Steinsorten wie etwa Mühlsandstein. Heute werden Schleifwerkzeuge in der Regel industriell hergestellt, indem mineralisches Schüttgut wie zum Beispiel Korund mit einem Bindemittel zu Schleifscheiben, -steinen oder -bändern gefügt wird.
Schleifen zählt gemeinsam mit dem Honen zum Spanen mit gebundenem Korn, während beim Läppen und Gleitspanen das Korn lose vorliegt. Da die Anzahl der im Eingriff befindlichen Körner ebenso wenig bekannt ist wie ihre Geometrie oder Lage zum Werkstück, zählt das Schleifen, wie auch das Honen und Läppen zum Spanen mit geometrisch unbestimmter Schneide. Es ist jedoch bekannt, dass die meisten Körner einen negativen Spanwinkel aufweisen. Die beim Schleifen als Neben- bzw. Abfallprodukt entstehenden Späne werden als Schleifstaub bezeichnet.
Unter umgangssprachlich Sandstrahlen (engl. sandblasting, abrasive blasting), allgemeiner technischer Begriff: Druckluftstrahlen mit festem Strahlmittel, versteht man die Oberflächenbehandlung eines Materials oder Werkstücks (Strahlgut) durch Einwirkung von Strahlmittel, z. B. Sand als Schleifmittel gegen Rost, Verschmutzungen, Farbe, Zunder und andere Verunreinigungen oder zur Oberflächengestaltung durch Mattierung.
Glasperlenstrahlen ist eine mechanische Oberflächenbehandlung, die dem Sandstrahlen sehr ähnlich ist. Als Strahlmittel werden bei diesem Verfahren anstelle von Sandkörnern jedoch kleinste Glaskugeln verwendet, was eine weniger starken Aufrauung des Materials nach sich zieht. Glasperlenstrahlen ist ein beliebtes Verfahren zur Glättung und Verdichtung von Oberflächen.